























































Для брендов, для которых разрушение шва неприемлемо, разницу между этими двумя ситуациями стоит понять более подробно.
Стандарт 27,12 МГц: почему радиочастотная сварка нагревается по-разному
Основное различие между радиочастотной сваркой и обычной термосваркой заключается не только в эффективности, но и в направлении, в котором тепло проходит через материал.
Обычные методы (горячие стержни, нагретые плиты, тепловые пушки) прикладывают энергию к поверхности материала и полагаются на проводимость, чтобы довести внутреннюю часть до температуры склеивания. Для тонких пленок это работает адекватно. Для толстых и плотных ламинированных тканей ТПУ, используемых в водонепроницаемой экипировке премиум-класса, это создает практическую проблему: доведение внутреннего интерфейса до температуры плавления требует достаточного времени пребывания на поверхности, чтобы рискнуть сначала обжечь или деформировать внешний слой. Промежуток между «недостаточно» и «слишком много» сужается по мере увеличения толщины материала.
Радиочастотная сварка обходит эту проблему, генерируя тепло изнутри материала, а не проводя его внутрь. Профессиональное радиочастотное сварочное оборудование работает на частоте 27,12 МГц — обозначенном ISM (промышленном, научном и медицинском) диапазоне радиочастот, выделенном для этого класса промышленного оборудования. На этой частоте переменное электромагнитное поле заставляет полярные молекулы внутри ТПУ пытаться перестроиться при каждом колебании: примерно 27 миллионов раз в секунду. Молекулярное трение, которое возникает при этом, генерирует тепло равномерно по всей зоне сварки, на границе раздела, где должно произойти сплавление, не полагаясь на теплопроводность между поверхностью и внутренней частью.
Под действием одновременно приложенного пневматического давления материал на границе соединения достигает температуры плавления, и слои сливаются на молекулярном уровне. Как только поле удаляется и материал охлаждается под постоянным давлением, исходная граница между двумя панелями структурно больше не существует — зона сварки становится единым непрерывным куском материала. При разрушающем испытании на растяжение эта зона обычно проходит за точку разрушения окружающей базовой ткани. Этот результат является практическим эталоном правильно выполненной радиочастотной сварки.
Высокопрочный ТПУ Welding 840D: более узкий предел для ошибки
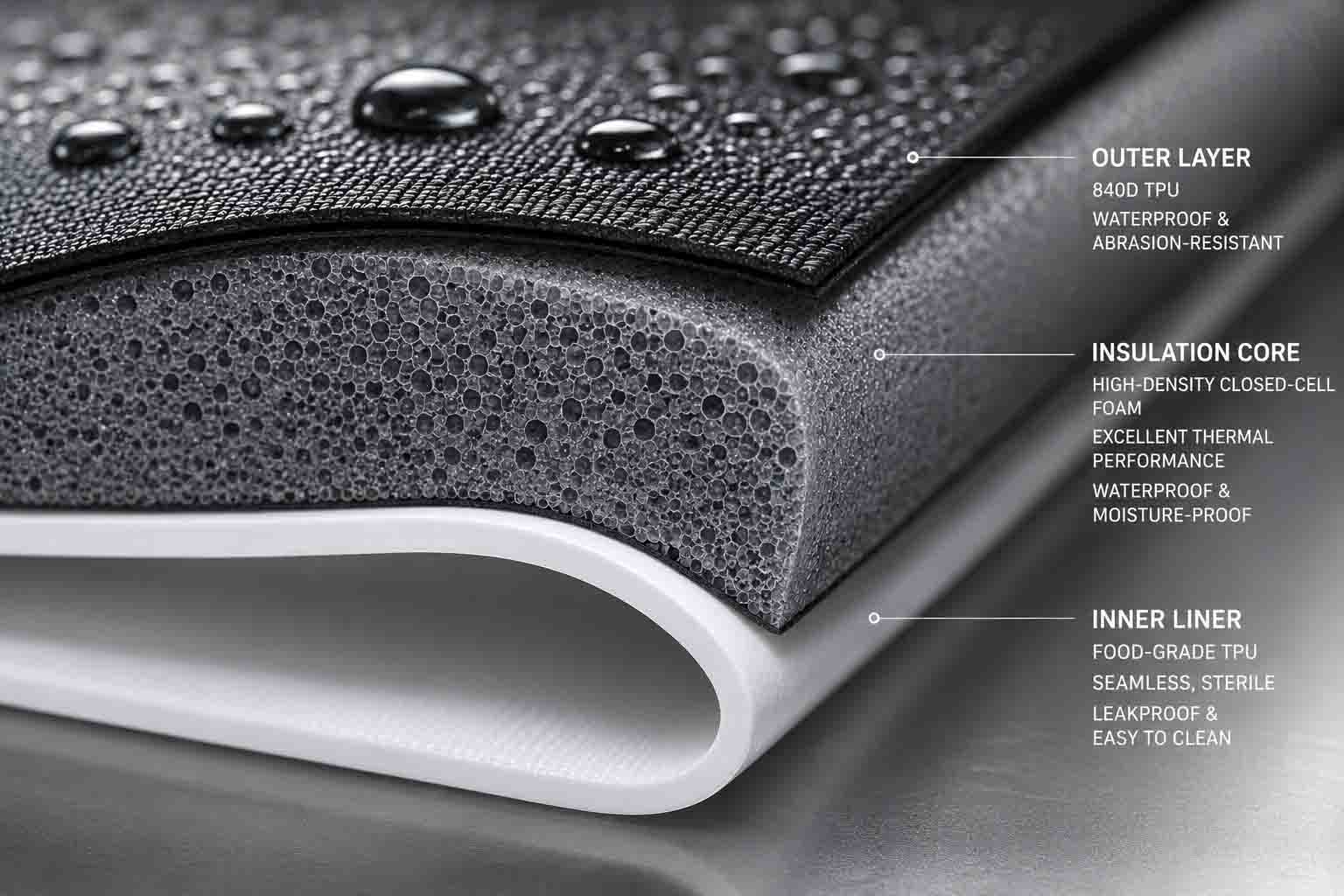
Радиочастотная сварка работает с различными совместимыми термопластами — ПВХ, ПЭТ, ЭВА, различными тканями с полиуретановым покрытием. Для тяжелых условий эксплуатации на открытом воздухе, требующих устойчивой стойкости к истиранию и структурной целостности под нагрузкой, высокопрочный ТПУ плотностью 840 ден является эталонным материалом. Он также предъявляет наибольшие требования к калибровке процесса.
Более высокий денье означает большую массу материала в зоне сварки, что требует больше электромагнитной энергии для доведения до температуры плавления. Трудность в том, что это не означает просто увеличение мощности. Рабочее окно — диапазон между недостаточной энергией (неполное проваривание, сварной шов, склонный к утечкам) и избыточной энергией (выгорание материала, нарушение водонепроницаемого барьера) — сужается по мере увеличения веса ткани. Настройка мощности, которая правильно работает на 420D TPU, может привести к появлению холодных пятен на 840D за то же время цикла, тогда как настройка, откалиброванная для 840D, может привести к сжиганию более тонких материалов в том же изделии.
Для этого требуется калибровка с учетом конкретного материала. Когда ТПУ 840D поступает на производственную линию — будь то выпуск нового продукта или новая партия материала от того же поставщика — выходная мощность RF, давление пресса и время цикла должны быть проверены на соответствие этому конкретному материалу: его денье, весу покрытия ТПУ и рецептуре. Эти параметры содержатся в документированной СОП, проверяемой в начале каждого производственного цикла. Установка, применяющая единые настройки для всех весов ткани, не выполняет эту работу, независимо от того, как описываются ее возможности.
Три переменные процесса, определяющие стабильность производства
Прохождение прототипом испытаний под давлением показывает, что правильный сварной шов достижим. Стабильное производство требует контроля переменных, которые определяют, повторяется ли производство в разных объемах.
Точность штамповой оснастки
Сварочная матрица — фасонный электрод, который контактирует с материалом и определяет геометрию сварного шва, — изготавливается из латуни или алюминия до размеров, необходимых для конкретной схемы шва. Точность размеров в этом инструменте не является второстепенной задачей. Неровная поверхность матрицы приводит к неравномерному распределению давления по зоне сварки, что приводит к неравномерному внутреннему нагреву: холодные точки, где материал не достиг полной температуры плавления, и горячие точки, где он перегрелся. Холодные точки становятся точками возникновения утечек. Горячие точки становятся областями утончения материала, что ставит под угрозу долговременную целостность шва.
Износ штампа оказывает такое же влияние на объем производства. Контактные поверхности, которые в начале производственной кампании находились в пределах допуска, постепенно выходят за пределы допуска. Ответственные операции по радиочастотной сварке отслеживают состояние штампа и заменяют или повторно калибруют инструменты до того, как износ повлияет на качество сварки, а не после того, как начнутся испытания контроля качества, показывающие повышенный уровень отказов.
Приложение давления: две фазы, две разные функции
Пневматическое давление при радиочастотной сварке выполняет разные функции во время активной фазы сварки и последующей фазы охлаждения, и обе эти функции имеют значение.
Во время активной RF-фазы давление обеспечивает тесный контакт между слоями материала на границе раздела сварных швов, обеспечивая молекулярное смешивание, когда ТПУ достигает температуры плавления. На этапе охлаждения после удаления радиочастотной энергии давление удерживает зону плавления на месте, пока полимерные цепи затвердевают. Сброс давления до того, как зона сварки достаточно остынет, позволяет еще мягкому материалу деформироваться, что приводит к более слабому соединению и несоответствию размеров на краях зоны сварки, которые при использовании становятся точками концентрации напряжений.
Преждевременный сброс давления является одним из наиболее распространенных сокращений процесса при высокочастотной сварке в больших объемах, когда ограничение времени цикла создает эксплуатационный стимул для быстрого перехода к следующей детали. Полученные сварные швы часто проходят визуальный осмотр и первоначальные испытания низким давлением, а затем демонстрируют повышенную интенсивность отказов при длительной нагрузке и многократном циклическом изгибании в полевых условиях.
Время цикла
Полный цикл радиочастотной сварки состоит из трех этапов: предварительное прессование (давление, прикладываемое перед активацией радиочастотной сварки, что позволяет материалу правильно расположиться в штампе), активная сварка (включение радиочастотной энергии, молекулярный нагрев и плавление) и охлаждение под давлением (RF выключено, зона сварки затвердевает). Каждая фаза имеет оптимальную продолжительность, зависящую от толщины материала, веса покрытия и геометрии используемой матрицы.
Эти тайминги не переносятся между материалами. Цикл, разработанный для конкретной спецификации ТПУ, приведет к недостаточной сварке более тяжелой ткани и риску переварки более легкого материала, используемого в других частях того же продукта. Когда характеристики материала изменяются в зависимости от производственного цикла (разная плотность, разная плотность покрытия, разные партии поставщиков), параметры цикла требуют повторной проверки, а не предположения о непрерывности.
Испытание гидростатическим давлением 1,0 бар: что оно на самом деле подтверждает
Визуальный осмотр швов выявляет поверхностные дефекты: видимые прижоги, явные дефекты сварного шва, грубые искажения размеров. Он не выявляет недоплавленные внутренние зоны, микропустоты на границе сварного шва или холодные пятна, которые сохраняются в условиях окружающей среды, но открываются под нагрузкой. Для водонепроницаемых изделий, на которые заявлено какое-либо номинальное давление, визуальный осмотр проводится на полу, а не на потолке.
Испытание гидростатическим давлением 1,0 бар является стандартом проверки для серьезных изделий, сваренных радиочастотной сваркой и предназначенных для наружного применения. Один бар соответствует гидростатическому давлению 10-метрового столба воды, что значительно превышает условия погружения, с которыми сталкивается большинство продуктов для наружного использования при использовании в полевых условиях, что делает его значимым испытанием производственной квалификации.

Процедура: готовые изделия накачиваются до внутреннего давления 1,0 Бар и либо погружаются в воду, либо выдерживаются под давлением в течение определенного периода. Условием прохождения является нулевой выброс микропузырьков из любого шва, зоны сварки или точки смыкания. Одиночный пузырь указывает на путь утечки, через который будет проходить вода при использовании в полевых условиях независимо от ее масштаба. На этом уровне тестирования не существует приемлемого частичного прохождения.
То, что подтверждает тест, выходит за рамки того, выдерживает ли конкретный агрегат давление в момент тестирования. Продукт, выдерживающий давление 1,0 бар, подтвердил полное молекулярное плавление в каждой зоне сварки, правильный контакт матрицы по всей геометрии шва и достаточное охлаждение перед сбросом давления. Стабильные показатели проходимости в ходе производственного цикла являются свидетельством контроля процесса, а не индивидуальных изменений в единицах, которые имели положительную тенденцию.
Частота тестирования так же важна, как и серьезность теста. Поштучное тестирование изделий с критически важными швами обеспечивает полный охват производства и выявляет отдельные неисправности еще до их отправки. Пакетная выборка обеспечивает статистическую достоверность при меньших затратах, но допускает отдельные ошибки. Соответствующий протокол зависит от последующих затрат в случае отказа одного устройства на месте эксплуатации — для продуктов, в которых одна утечка приводит к гарантийной рекламации и потенциальному воздействию на бренд, рациональной позицией является поштатное тестирование.
Оценка возможностей радиочастотной сварки: вопросы, определяющие зрелость процесса
Предотвращение утечек в водонепроницаемых изделиях, сваренных радиочастотной сваркой, является инженерным результатом, а не производственным требованием. Переменные процесса известны, методы управления установлены, а протокол тестирования, подтверждающий результат, четко определен. Производитель, обладающий реальными возможностями в этой области, опишет свою работу именно этими терминами.
Вопросы, которые стоит задать во время оценки поставщика, конкретны:
Как документируются настройки радиочастотной мощности и время цикла для каждой спецификации материала и что вызывает повторную проверку при изменении партий материала?
Как контролируется состояние штампа и при каком пороге производится замена оснастки?
Проводятся ли гидростатические испытания поштучно или путем отбора проб из партии и при каком давлении?
Могут ли они предоставить протоколы испытаний недавних серий производства сопоставимых продуктов?
Это несложные вопросы для предприятия, которое фактически контролирует эти переменные. Это очень сложные вопросы для предприятия, на котором используется оборудование для радиочастотной сварки без соблюдения технологической дисциплины. Ответы подскажут вам, в какой ситуации вы находитесь.